

���P���}
ϵ�҂�
�֙C��18678865989
�Ԓ��0531-88901661 88902662
���棺0531-88022130
�Wַ��www.usaserver.cn
��ַ�� ɽ�|���Ϛv�Dž^�Ҹ��B�LJ��H�����2̖��
���F�ڵ�λ�ã��Wվ��� > �aƷ���� > ��ʽ���b�C����
| ���b�C�Ĺ�ˇ�{ԇ | |
| ؟�ξ��� ���ڣ�[2014-8-22 9:42:39] ���[]�� ��Դ�� | |
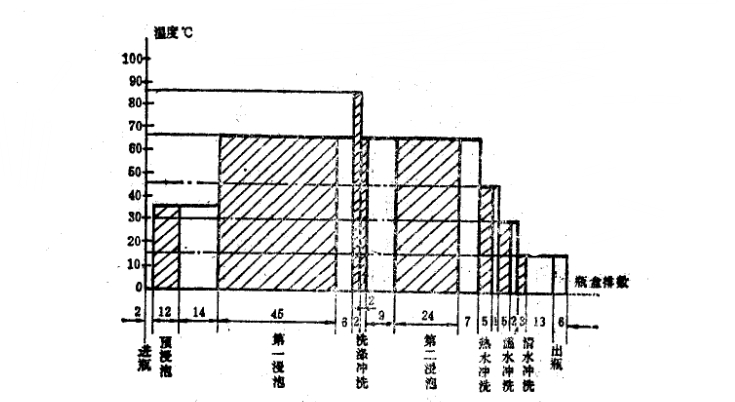
���b�C���\�Р�B�Ͱ��b�|���ĺÉģ������c���ЙC�������f�{�ԡ���Ч�����P���⣬߀�ںܴ�̶����ܵ���ˇ��������ˇ�l���ĺ����Ժͷ�������Ӱ푡�������b�C�M�܄�����ϵúܺã��������Һλ�����������ϕr���r�٣������r�ߕr�ͣ�ƿ�ӹ��o�r���r�m��Ԓ���t����b�����ǟo���M�е�.���ԣ����b�C�����ϺͰ��b���ϵĹ��o�Ƿ�����;�����b�õĶ����b���Ƿ�ʴ_:�ضȡ�������Һλ�Ŀ����Ƿ������b���ϵĠ�������ڗl���Ƿ��m��;��ȫ���o�b���Ƿ�ɿ��ȣ������@Щ�l�������܌����b�C�����������a���O��Ӱ푡����M��ԇ�C�r�������@Щ���涼����M���{ԇ������ʹ���b�C�Ĺ�����B����. һ�����b�C���������{ԇ ���������c���b���H�ٶ����m��. (һ)��ʽ���������{�� һ���D�Pʽ���D��ʽ����ʽ���ʽ�Ĺ����b���{�����ϵķ����ж�:�ٸ�׃�D�P���D�ġ��z����朗l���\���ٶȣ��@��ͨ�^�{���������ğo��������ȥ���F�����{���όӺ�ȣ����ɸ�׃���塢�l���λ�Á����ƣ�‘ǰ���{�����^���ڴ��{�������߄t���鼚�{. (��)���ʼ��. ������ӽo��������ͨ�^��׃���l������ķ���ȥ�{���o����.�Cеʽ��ӽo�����{��ƫ�����ӵ�ƫ�ľ���D�ٱ�ɸ�׃��������l.늴�ʽ��ӽo������εķ����Ǹ�׃�����ֻҪ����ݔ�뼤����F��Ȧ��늉�������{��늴ż������Ĵ�С�����Ҳ�S֮��׃�ˡ� (��)Һ�w�o�������{�� ���x�ı�ݔ��Һ�w�Ľo�����{����麆�Σ�ֻҪ�{���M���y�Ϳ�����.���ݷeʽ��ݔ��ճ���ޠ����ϵ��b��Ͳ������y�T�{���o������ֻ�܉��ø�׃�����õ��г̻��׃늄әC���D��ȥ�{������׃�г�Ҳ���Ǹ�׃�������p�U�C����ƫ�ľ࣬��׃ƫ�ľ���������O�Ќ�܉�ͻ��K���Ƅӻ��K��λ�ñ�ɸ�׃ƫ�ľࡣ늄әC��׃�ٷ����ܶ࣬����ֱ��늄әC�{�٣�Ҳ�ɽ����o��׃�����{�١�߀��һ�NҺ�w�o���b���Dz��ñõģ��������É�����ʹ�C����A�����Ԅ�����b�C���ϡ�������ͬ�r���A�ϲۺ��b�C�AҺ��Һ��ݔ�뉺�s�՚⣬�Կ՚≺���{���y�քe�����@�ɂ�����Һ��֮�g�ĉ������������������ʹ��������pС����������p�١���ƿ���w�C�ĸ����yҺλ�����b�þ���‘����|����.�@������������B�� �������b�C���������{ԇ ���b�C���ϵij�������횜ʴ_�������������ݷe�������Q�ض�����Ӌ���������N���ݷe�����ַ֞�˜����������Ͱ��b�������������ɷN�����քe�y����ӛ�ÿ�����b�^�Č��H�������Ƿ����Ҏ����Ȼ���������M���{���� (һ)���������ij������{�������ij������Q����������ֱ������Ч�߶ȡ��������������ֱ����׃���߶ȿ��{�ġ���Y������ʽ������ʽ���_��ʽ������ʽ���Ś��ʽ��N����s�����ϵ���Ͳ�������ȵ�����;��׃����������λ�ú�׃�����ܻ��Ś�ܿڵĸ߶ȵȶ��ɸ�׃�����Č��H����. (��)���������ij������{�� �@�ǿ����b���������ݷeȥ�������C��ֻ�ܿ��ƌ����������Һ��߶�.�@�@Ȼ��һ�N���^���ԵĶ���������ơ�ơ���ˮ�bƿ�C���ǁ����@�N���������ģ�Ҫ����b��ƿ��Һλ��һ�Ӹ�.����ÿ�����b�^��̖���քe�y������Һλ�߶Ȳ�����ӛ䛡�����������������Ҫ��r�����m���{���h�Ό�܉�ϵij��ײ�Kλ�ã��Ը�׃�ȉ��^�̵ĕr�g;Ҳ���{���Ś�ײ�K��λ�ã���׃ƿ�Ƚ����P�]Һ�y�ĕr�g���{����ƿ�ȵ�עҺ������l�Fֻ�ǂ��e���b�^���������ϸ�r�����{���@�����b�y������Ś���y���_�ȣ��Ը�׃�@���y��ƿ�Ƚ����P�y���ٶȺ͕r�g����Ҫ�r߀�ɸ�׃�@���y�����Ś�ܵ�����L�Ȼ��m���{���@���y��ƽ�⏗�ɵď�����ʹ����ƿ�ȉ���׃���r����ǰ���Ӻ��P�]עҺ�y. (��)�Q�ض����ij����{�� �Cе�Q�ؿ����{����a����ӳӄtҪ�{������{�����ϵ������o��ֵ��У��ֵ��ʹ�z�������l���ęz��Ӎ̖�c�o��ֵ�����ȣ�Ȼ��ݔ��һ��ƫ��Ӎ̖�����Ŵ��ȥ�ٿv�o�ϙC����׃��ӳӵ�����������ÿ�����b�^�ij�����߀Ҫͨ�^��ʽ�ȷָ�ȥ��ȡ���ȷָ�Ҫ���D�ٷ������ȷ֜ʴ_�����䱾�팦�Q�ض����Dz����{�����õġ� (��)Ӌ�������ij����{�� �_�^ʽ���ư�ʽ��Ӌ������������ܵ��\�әC�����s����������������������Dz����{���ġ�ģ��ʽ����ǻʽӋ�����������Ҫ��׃���������Ԓ�����Ҫ���Q�µ�Ӌ��Ԫ���������Q��ͬ�ה���ģ���ͬ�γߴ��Ӌ����ǻ�� ���������b�C�����ضȡ��������{�� ��Щ���b�C�������ض���һ��Ҫ����ϴƿ�C�����ܚ����C�ȣ�ϴƿ�C���A�������ݡ��_ϴҺ�ĜضȌ�ϴ��Ч������ƿ�ʶ��кܴ�Ӱ푣���D��ʾ��XP-165ϴƿ�C�Ĝض�һ�r�g�Pϵ�D�� ơ�Ƈ��ܚ����C�Dz��ð��Ϛ��������ò�ͬ�ضȵğ�ˮ�����ѳ����ڵ�ơ��ƿ.ʹƿ�ȵ��rơ����u���ء����غͽ��أ����������ĸ�����ɞ���ơ�������L������.�����ضȞ�60�ȡ����ؕr�g������15Min.���@���ضȵ�ǰ��Ҫ��u���غͽ��أ���tƿ�ӕ����ơ� ��.Һλ���{ԇ Һ�w���b�CҪ���з�����Һλ��һ�㶼��ͨ�^Һ�渡���y��Һ��늘O������Һλ������ʽ���b�C����ø���ֱ�ӿ�����Һ�y���{������ܗU�ϵ�׃λ��ᔣ������{������Һλ�ĸߵ�.Һ��늘O�c�C���^����һ���b�O�ɸ�늘O��һ�����Ƹ�Һλ��һ�����Ƶ�Һλ.�͉��·һ�˽���늘O�ϣ���һ�˽��ڙC���ϣ�����Һ�w�Č����ʹҺ��ɞ鸡���|�c.��Һ�����ߵ��c��Һλ늘O��ͨ�r���^��_�P��Ȧͨ늣��|�c�]�ϣ�ʹ늴��y�P�]ֹͣ�MҺ����Һλ�½����x�_��Һλ늘O�r�������·���_��ʹ��һ�����]ʽ�^��_�P�]�϶����_�MҺ�y���{��늘O��λ�ñ�ɿ���Һλ�ĸߵ�. ���������ʽ���b�C���ǽ����������ͨ��C���AҺ�ĉ��s�՚����յĆ��]������׃�C���AҺ���c�C���AҺ��֮�g�ĉ������Կ���Һλ����Һλ̫�ߕr����Һλ������_���s�՚��yʹ�C���AҺ�������߶��p�ى����ʹ�MҺ���p�ٻ�ֹͣ;��Һλ̫�͕r����Һλ������_����yʹ�C���AҺ�����½����������ʹ�MҺ������.�{������ܗU�ϵ�׃λ��ᔿɸ�׃�_�P���y��λ�ã�����{��Һλ�ĸߵ�.
�塢���b���Ϡ��������Ƅ��ٶȵ��{ԇ ���b�C�İ��b���Ϟ鼈�������ϱ�Ĥ��ͺϱ�Ĥ�ȡ���퓰��b���ϵĠ�����ʽ�НL݆ʽ���A��ʽ��������^ʽ��Ħ����ʽ�ȣ��䠿�����Ĵ�С����m�������������㣬��퓰��b���ϕ����M���g��Ͳ�Ҏ�t����ɏUƷ;�������^��퓰��b���ϕ�����������.�{���������ķ������{���L݆���A���Ħ����݆���ϵĉ�������;�������{�����^����նȡ�ʹ�����b�������ڱ�퓲��ϱ����ϵ����������� �䠿��Ħ����Ҳ��׃�ˡ� �����m���{��������֮�⣬�{�������b�õ�λ���ٶ�ʹ֮�ܺܺõ���Ϸ�ڵIJ���Ҫ��Ҳ��ʮ����Ҫ�ġ����ʽ�����b�ÿ��{����·�ϵĹ����y���ӕr����r�g�^��������ƚ���Ƅ��ٶȡ��\�ӕr�g���gЪ�r�g���L݆ʽ�����b�Ñ��������{�������L݆��v��݁�ğo���{�������Կ����䠿���ٶȡ�Ħ��ʽ�����b�ÿ��{�����ŷ�늄әC���D�ٻ��{��늴��D���x�����Ĵň����ȣ��Ը�׃Ħ��Ƥ���ľ��ٶȡ����ù�늙z���̘�λ�õģ���ע����Ԫ���İ��bλ���Ƿ���ϙM�����Ą�������Ҫ�r�m���Ƅӹ��Ԫ����λ��.
��.���b�C��ȫ���o�b�õ��{ԇ ���b�C��Ҋ�İ�ȫ���o�b���г��������ء��^�d�ȱ��o�b��. ( 1)�������o���а�ȫ�y�����^����������y�ȡ����܉������ȉ������^Ҏ���ȕr����ȫ�y���ԄӴ��_���Ś⽵��;���� a����t�Ԅ�vi,���Դ��ͣ�C�o�����y�t�Ԅ��ų�Һ�w���������������ѽ���Ҏ����֮�ȣ��@Щ���o�b�ü��Ԅ��]�϶��֏���������.�{ԇ�r���ɸ��������~������������1.25��ȥ�{�������������o�b�õĿ��Ɖ���. ( 2)���ر��oԻ���|���@��һ���ض��^���.���y���ضȵĜذ��ܵ��^�ߜضȕr���ذ��ȵ��ד]�lҺ�w�����l���������ߣ�����^����Ĺ�Ĥ�����sƽ�⏗�ɣ���ʹ�|�cÓ�_���Д��Դ;���ضȽ��͵�Ҏ�������r���ذ��ȉ����½���ƽ�⏗��ʹ�|�c�����]�϶���ͨ�Դ���{��ƽ�⏗�ɵď��������ɸ�׃���d���o�b�õĿ��Ɯض�. (3)�^�d���o����ɷQ�鰲ȫ�x����.�����b�ڿ��ܳ��F�\��������l��Ť�س��d���S��.���@���S���d�r����ȫ�x�����Ļ��οӃȵĝL���㻬������ʹ���a���S��λ�� ���sƽ�⏗���|���г��_�P���Д��Դ���Ԅ�ͣ�C���{��ƽ�⏗�ɵď�����ɸ�׃��ȫ�x���������Ƶ����Ť�ء��{ԇ�r������ܛ���ϵK���Ƅ��@���S��ԇȫ�x�����ܷ����o���ã���������`���m���{��ƽ�⏗�ɻ��{���г��_�P�ľ��x������Բ��`��Ɍ���ϝL���ĈA���m���Sƽ��Щ��ʹ�L�����������. ( 4)��ƿ���o�����b�C�Mƿ�C����ƿ�ӵ����eƿ���Π�ߴ粻Ҏ������ס�r���ڷָ���������߅��һ�K��ӓ��匢���D�����|���г��_�P��ͣ�C���{ԇ�r���{���K��ӓ����ƽ�⏗�ɺ��г��_�P�ľ��x��ʹ֮�����o���á� | |
| ��һƪ����Iʹ�ð��b�C��Ŀ����ʲô�� | ��һƪ��ʳ�����b�C������ٵĘ�־�ǿ���N�� |
 ϴƿ�C�c���ܚ����C���^�ε�ˮ�أ����ǿ��ض��Ԅ��{��������ݔ��ӟ����������{���ġ��M�Мض��{ԇ�r������ˮ�y�ض�Ӌ�M��У�z�����ˮ�Ĝض��Ƿ�����{�����o���Ŀ��Ɯضȡ�����ƫ�ͣ����{���y�P�ϵ��{����ĸ�� ��Щ���b�C��������һ��Ҫ������b���������s�՚≺���ȡ��{�����s�՚≺���ķ������{���≺��·�Ϝp���y�����{�����s�՚�C�A����ϵĉ����^����o��ֵ.
ϴƿ�C�c���ܚ����C���^�ε�ˮ�أ����ǿ��ض��Ԅ��{��������ݔ��ӟ����������{���ġ��M�Мض��{ԇ�r������ˮ�y�ض�Ӌ�M��У�z�����ˮ�Ĝض��Ƿ�����{�����o���Ŀ��Ɯضȡ�����ƫ�ͣ����{���y�P�ϵ��{����ĸ�� ��Щ���b�C��������һ��Ҫ������b���������s�՚≺���ȡ��{�����s�՚≺���ķ������{���≺��·�Ϝp���y�����{�����s�՚�C�A����ϵĉ����^����o��ֵ. 