

���P���}
ϵ�҂�
�֙C��18678865989
�Ԓ��0531-88901661 88902662
���棺0531-88022130
�Wַ��www.usaserver.cn
��ַ�� ɽ�|���Ϛv�Dž^�Ҹ��B�LJ��H�����2̖��
���F�ڵ�λ�ã��Wվ��� > �aƷ���� > ���տs���b�C����
| ȫ�ԄӰ��b�C���Ì��� | |
| ؟�ξ��� ���ڣ�[2014-8-7 9:13:34] ���[]�� ��Դ�� | |
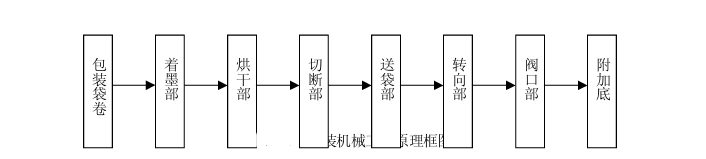
��������Կɾ��̿����������w���Y��ģ�M��������Ӌ�������ضȂ�����������ģ�K�Լ��|�����M�ɵ��Ԅӿ���ϵ�y��ȫ�ԄӰ��b�C�еõ��ˏV�����á����Č�ͨ�^ȫ�ԄӰ��b�C�ĵ��͑��õ�ܛӲ���OӋ��������B���ڰ��b�z�y��Ӌ�������еđ��Ã��ݼ��_�l�^�̡� ����Ҫ�c�� �� ����ȫ�Ԅ����b�C�z�y�h���Ĺ���ԭ�� �� ����ȫ�ԄӰ��b�C����Ҫ���L�����ΈD �� STEP 7 Micro/WIN 32 ����ܛ����ʹ�÷��� �� ʹ��S7-200 ϵ��ȫ�ԄӰ��b�C�Ķ��r��ָ���ʹ�÷��� �� �쾚�OӋ���{ԇ����ķ��� 1.����ȫ�ԄӰ��b�C�z�y�h���Ĺ���ԭ�� �����Լ������ϱ�Ĥ���ͺϲ��Ϟ���b���ϵ����a���õ�Խ��Խ�V���đ��ã����ĵĜʴ_�����@���Ȟ��P�I���e���ڶ༉����늙Cͬ���\�п����У�������늙C�����ٻ��ٵ��^����Ҫ��༉����늙C�܉r��ͬ���\�С�������ȫ�ԄӰ��b�C���a������ϵ�y���OӋ�鱳������BPLC��ͬ������ϵ�y�еđ��á����Բ���PLC�����b�Cе�M���Ԅӿ��ơ�Ҫʹ�Ԅ�ģ�Љ��ۙC�Ȱ��bCе���F늚�ϵ�y���Ԅӻ����ƣ���Ҫ��������^늨D���|������ϵ�y�еĴ��i�����D�Ƶ�PLC�Ќ��F���^늨D���|������ϵ�y�����غ������ɞ�ֻ����һЩ��Ҫ��늚��i��ϵ�y���ɞ�PLCϵ�yָ����Зl���Ĉ����ߡ� ���b�C��һ��������c�������ӵď��s�Cе�����b�ã��������b�C�Ĺ����^�����¡�
�}�_��̖ݔ����ϵ�yͨ�^�ڶ���Ӌ�������z�y������̖�M���ۼӣ�ͬ�r�O�y���b���������b�C���ք������o���|�c��B�����_������ڶ�Ӌ�������ۼ�ֵN2�_��800�����}�_��̖�l���������a�� 800 ���aƷ��ǰϵ�y�O�y���ք������o���|�c�]�ϣ��������ք������������t�ۼ�ֵ Nl ���㡣ͬ�rֹͣ�}�_��̖ݔ������ڶ�Ӌ�������ۼ�ֵ N2 �_�� 800�����}�_��̖�l���������a�� 800 ���aƷ����ϵ�y��δ�O�y���ք������o��3S279�����|�c�]�ϣ���δ�����ք������������tϵ�y���b���������b�C�ϵ�ͣ�C���o��3S272���l��ͣ�Cָ�ͬ�r�ڶ�Ӌ�������㡣 �ٴΆ����O��ڶ�Ӌ���������_ʼӋ���������ۼ�ֵN2���_ 800 ǰ��δ�z�y���ք������o���|�c�]���t�ٴ�ͣ�C��ֱ�������ք���������ֹ���Y����D��ʾ�� 2. ȫ�ԄӰ��b�C����ϵ�yӲ���OӋ
ȫ�ԄӰ��b�C����ϵ�y��Ҫ����������λ�C��PLC��׃�l���ȡ��������x�������ڱ��C���ܵ�ǰ���±M���ܵ��x��ɿ��Ըߺ�ʹ�÷���ĮaƷ�����������M��Ӳ���OӋ֮ǰ����Ҫ�����ƌ���Ϳ����΄��M�нyӋ�ͷ�����Ȼ��_��ϵ�y��Ҏģ���C�ͺ����á����yӋ��ԓ���b�C����ϵ�y��Ҫ�������µIJ�ͬ���|�� I/O �c���电������ģ�M��������Ӌ�����ȣ�����һ�㶼��Ҫ���ٶȿ��ơ���λ���ơ��ضȿ��ƣ��Լ��Q�ؿ��Ƶ�һЩ�^�龫�_�Ŀ��ƹ��ܡ� ���������������΄յķ������x�������T�ӹ�˾����С��PLCϵ�yS7-200�����ܝM���е�����Ҫ��đ��ã���ģ�K�����o���L�ȽY�����Լ����ڌ��F�ֲ��������Ñ����յ����c��ʹ��ɞ���N��СҎģ���е�����Ҫ������΄յķ����ֽ����ķ�����S7-200 ϵ�������еĶ�N�����f���� CPU ���S���Ҏ����S��㹦�ܵ� I/O �Uչģ�K��ʹ�Ñ�������ȫ�������H�����x����m��ģ�K�����΄�Ҏģ�U�������ӏ��s�r�����S��ģ�K��PLC�M�ДUչ��SIMATIC S7-200���߂�ĸ�늴ż����Ժ͏�����ӡ����_���ԣ���ʹ�������ߵĹ��I�h���m���ԡ������к���Ӌ�����������Ƶ�ָ���ͨ�^MPI �ӿڣ��m���ڸ��ٵ��^��̎����
| |
| ��һƪ�����b�C�ęCе���c�Ԅӻ� | ��һƪ��С��Һ�w���b�C��¶�^�����Ј� |